简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
コンテンツ
PPR カップリングとその重要な役割を理解する
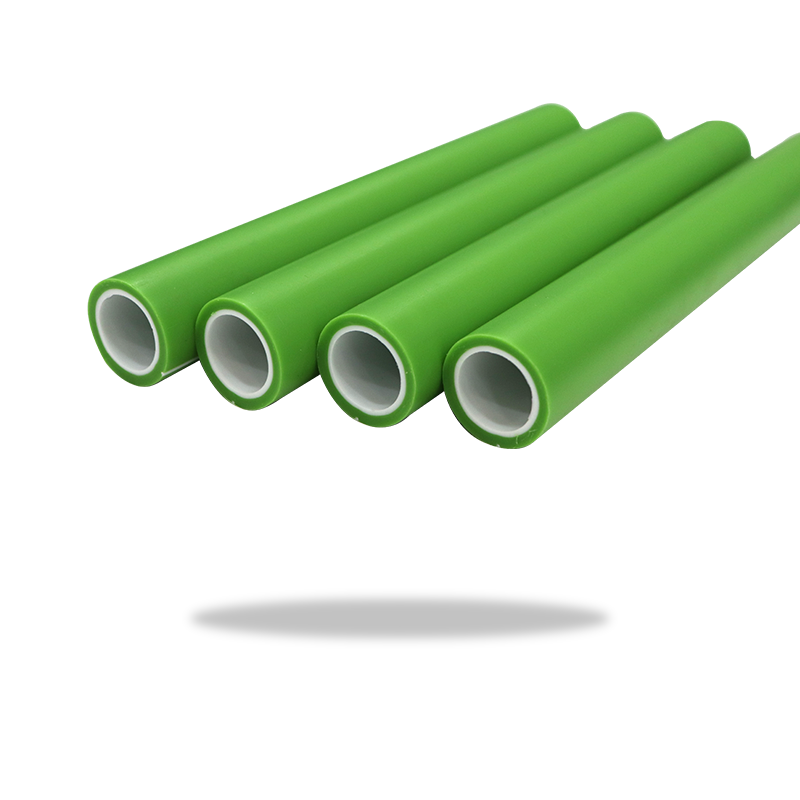
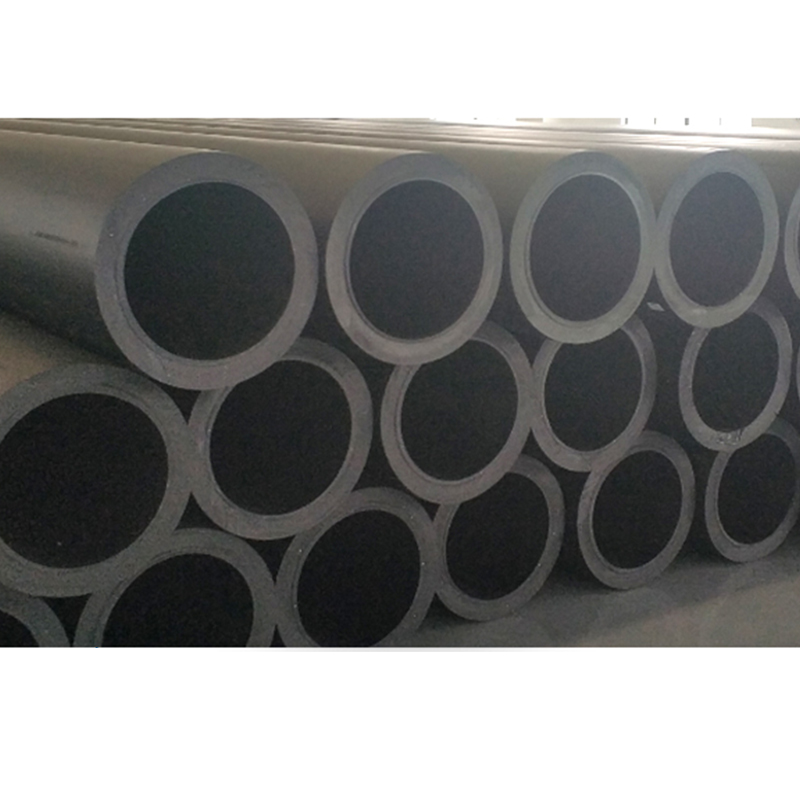
あ PPRカップリング ポリプロピレンランダムコポリマー(PPR)パイプの2つの部分を熱融着によって直線に接合するために使用される特殊な継手です。この基本的なコンポーネントは次のように機能します。 パイプ経路を延長し、漏れ防止ジョイントを作成するための主な接続方法 温水と冷水の両方の配水システムで。 PPR カップリングはパイプ自体と同じランダムコポリマー材料から製造されており、システム全体にわたって熱適合性と均一な膨張特性を保証します。
カップリングの設計は、パイプの外径に合わせて内径が正確に機械加工された両端のソケットを特徴としています。取り付け中、パイプの両端とカップリングソケットが同時に加熱され、 260±10℃、圧力下で接合して分子結合を形成 パイプ素材自体よりも強度があります。この融着プロセスにより、接着剤、シーラント、または機械的留め具が不要になり、システムの完全な定格圧力を維持する恒久的にシールされた接続が得られます。
PPR カップリングは、標準パイプ寸法に対応する直径 20mm ~ 110mm の範囲のサイズでご利用いただけます。接続するパイプと同じ圧力分類 (PN10、PN16、PN20、または PN25) を維持し、システム全体で一貫したパフォーマンスを保証します。成分はおよそ 合計フィッティング要件の 15 ~ 25% 一般的な配管設備で最も頻繁に使用される PPR 継手のタイプです。
PPRカップリングの種類とバリエーション
さまざまなカップリング構成により、特定の設置要件とシステム設計に対応できます。
標準ソケットカップリング
最も一般的なタイプは、同じ直径のパイプを接続するための 2 つの同一のソケットを備えています。これらのカップリングは、長さが約 100 メートルとコンパクトです。 パイプ径の1.5~2倍 接続に必要なスペースを最小限に抑えます。標準カップリングは、方向を変えずに直線のパイプ延長が必要な露出設置と隠蔽設置の両方に適しています。
レジューシングカップリング
これらの特殊な継手は、異なる直径のパイプを接続し、2 つの異なるサイズのソケットを備えています。減速カップリングを使用すると、個別の減速機継手や追加のジョイントが不要になり、パイプサイズの変更が発生する場合の設置が合理化されます。一般的なサイズの組み合わせには、32mm から 25mm、25mm から 20mm、40mm から 32mm などがあります。複数の継手の代わりにレジューシングカップリングを使用する 設置時間を約 30% 短縮 潜在的な漏れ箇所を減らします。
ねじ込みカップリング
統合された金属ネジを備えた PPR カップリングは、ネジ接続を備えた機器、バルブ、または治具への移行接続を提供します。一方の端には熱融着用の標準 PPR ソケットが付いており、もう一方の端には真鍮またはステンレス鋼のネジ山 (通常は 1/2 インチ、3/4 インチ、または 1 インチの NPT または BSP) が付いています。金属インサートは製造中に PPR 本体に成形され、永久的な機械的結合が形成されます。これらの移行継手は、PPR システムが従来の配管コンポーネントと接続する場合に不可欠です。 20°C で最大 2.5 MPa の圧力に耐える真鍮製インサート .
カップリングの修理
修理作業用に設計された長さの長いカップリングは、より深いソケットまたはスライド機構を備えており、パイプを回転させることなく既存のパイプに接続できます。これらの特殊な継手は、狭いスペースで損傷した部分を交換する場合、またはスペースの制約によりパイプを回転できない場合に非常に役立ちます。カップリングの修理は通常、次のように測定します。 標準カップリング長さの 2.5 ~ 3 倍 この用途に必要な追加のソケットの深さに対応するためです。
| カップリングの種類 | 主な用途 | 主な機能 | インストールコンテキスト |
|---|---|---|---|
| 標準ソケット | 同径接続 | コンパクトな設計 | 一般的な配管延長 |
| 削減 | 直径の推移 | 2 つの異なるソケット サイズ | 支線削減 |
| ネジ付き | 機器の接続 | 金属ねじインサート | バルブと治具のインターフェース |
| 修理 | 損傷部分の交換 | 延長されたソケットの深さ | 狭いスペースの修理 |
PPR カップリングの適切な取り付けテクニック
正しい取り付け手順は、システムの完全なパフォーマンスを維持する信頼性の高い漏れのない接続を実現するために重要です。
インストール前の準備
融着を開始する前に、パイプとカップリングの直径と圧力定格の両方が一致していることを確認してください。専用のPPRパイプカッターを使用してパイプを直角に切断し、端部を変形させずに垂直にします。カップリングをガイドとして使用して、パイプの端に挿入深さをマークします。一般的な挿入深さの範囲は次のとおりです。 20mmパイプの場合は14mm、110mmパイプの場合は40mm 。パイプの両端とカップリングソケットの両方を徹底的に洗浄して乾燥させ、融着の品質を損なう可能性のある汚れ、水分、または油を取り除きます。

溶融溶接プロセス
融着ツールを指定温度の 260°C に加熱し、適切なウォームアップ時間を確保します。 信頼性の高い温度安定性を得るには 10 ~ 15 分 。パイプの端を加熱マンドレルに挿入し、カップリングソケットを加熱ダイに同時に挿入します。加熱中は無理に力を入れずに適度な圧力を加えてください。過度の圧力がかかるとパイプ壁が変形する可能性があります。加熱時間はパイプ直径の仕様と正確に一致する必要があります。
- 直径20mm:加熱5秒、接合4秒、冷却2分
- 直径25mm:加熱7秒、接合4秒、冷却2分
- 直径32mm:加熱8秒、接合6秒、冷却4分
- 直径40mm:加熱12秒、接合6秒、冷却4分
- 直径50mm:加熱18秒、接合6秒、冷却4分
接合と冷却
あfter heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show 故障率が最大 40% 上昇 適切に冷却された接続よりも。
品質検証
完成した接合部の全周にわたって均一な溶融ビーズがないかどうかを検査し、一貫した加熱と挿入を示します。パイプはカップリング肩部に隙間なく、マークされた深さまで挿入する必要があります。位置合わせを確認します。パイプは、目に見える角度やオフセットがなく、カップリングを通って直線状に続いている必要があります。適切に実行されたジョイントには、応力による白化、変形、または不完全な融合領域が見られません。プロの設置業者がメンテナンスを行います 適切な手順に従った場合、不良率は 1% 未満 .
技術仕様と性能基準
PPR カップリングは、システムの信頼性と安全性を確保するために、次の厳しい技術要件を満たしている必要があります。
寸法精度の要件
ソケットの内径は、隙間や材料の過度の変位のない適切な融合を確保するために、正確な公差を維持する必要があります。製造規格では公差が指定されています 直径63mmまでのパイプの場合は±0.2mm、それより大きなサイズの場合は±0.3mm 。システムの弱点を防ぐために、カップリング本体の壁の厚さはパイプの壁の厚さと同じかそれ以上にする必要があります。ソケットの深さは、実際の取り付けに適したカップリング長さを維持しながら、適切な融着領域を提供する必要があります。
圧力と温度の性能
PPR カップリングには、接続するパイプと同じ圧力分類が適用されます。 PN20 カップリングを PN20 パイプと組み合わせて使用すると、 使用圧力20℃で2.0MPa、70℃で1.0MPa 。継手の材質は、熱膨張係数が 0.15 mm/m・K であるパイプと同一の熱膨張特性を示し、接合部に熱応力が集中しないようにする必要があります。適切に取り付けられたカップリング ジョイントは、漏れや変形がなく、定格使用圧力の 1.5 倍までの圧力試験に耐えます。
材料の品質基準
高品質のカップリングには、ISO 15874 仕様を満たすタイプ 3 (PPR) ランダムコポリマー材料が使用されています。材料は、25 MPa の最小引張強さを示し、脆性破壊を起こさずに低温でも柔軟性を維持する必要があります。バージン材料の生産により一貫した特性が確保されますが、リサイクルされた内容では性能に悪影響を与えるばらつきが生じる可能性があります。評判の良いメーカーは、各カップリングにサイズ、圧力定格、製造日、規格準拠情報をマークしています。明確なマーキングがないことは、 故障率が 3 ~ 5 倍高い標準以下の製品 認定コンポーネントよりも優れています。
耐薬品性の検証
PPR カップリングは、塩素化水、pH 変化、温度サイクルによる劣化に耐える必要があります。試験プロトコルでは、カップリングを 95°C の水に 1000 時間連続的にさらすなどの加速老化条件にさらし、その後、機械的特性の保持を確認するための圧力試験を行います。高品質のコンポーネントが表示されます 10%未満の強度低下 50 年間の使用に相当する加速老化後。
よくあるインストールミスとその防止
頻繁に発生するインストール エラーを理解することは、システム障害や高額な修理を防ぐのに役立ちます。
加熱が不十分または過剰である
加熱時間が不十分だと適切な分子融合が妨げられ、接合部が弱くなってすぐに漏れたり、時間が経つと徐々に漏れが発生したりする可能性があります。逆に、過剰な加熱はポリマー構造を劣化させ、強度を低下させ、流れを部分的に妨げる過大な融合ビーズを生成します。実地調査によると、 仕様からのタイミングの偏差が ±2 秒を超えると、故障リスクが 60% 増加します 。すべてのジョイントで一貫性を維持するには、タイマーを使用するか、標準化された加熱スケジュールに従ってください。
汚染された融合表面
パイプ端またはカップリングソケットの汚れ、湿気、油、または酸化は、分子結合を妨げます。たとえ少量の汚染でも、応力が集中する弱いゾーンが生じます。シェービングツールを使用してパイプ端から外層を取り除き、結合前にイソプロピルアルコールでカップリングソケットを清掃します。手袋を着用すると、皮脂による表面の汚染を防ぎます。汚染に関連した障害は通常、次のように現れます。 設置後 6 ~ 18 か月でピンホール漏れが発生する 熱サイクルにより損傷した結合にストレスがかかる場合。
不完全な挿入深さ
パイプをソケットの肩部まで完全に挿入しないと、溶融領域が減少し、応力集中点が生じます。加熱する前にパイプの端に正しい挿入深さを明確にマークし、接合直後に材料が見える状態で挿入が完了していることを確認します。挿入が不完全だと、接合強度が最大 50% 低下し、圧力サージやウォーターハンマー現象が発生した場合に破損する可能性が大幅に増加します。
冷却時の動き
十分に冷却する前にジョイントを回転させたり、曲げたり、応力を加えたりすると、融合ゾーンの適切な結晶化が妨げられます。わずかな動きでも結合の完全性が損なわれます。冷却期間中はパイプを適切にサポートし、完成したばかりの接合部付近での作業を避けるために設置順序を計画してください。低温環境では、温度に依存する冷却時間を延長する必要があります。周囲温度が 5°C 未満の設置では、 冷却期間が 50% 長くなります 同等の強度を実現します。
不一致のコンポーネント
異なる圧力定格のカップリングとパイプを組み合わせると、システムの弱点が生じます。 PN20 システムの PN16 カップリングは、システムの全圧力を安全に処理できません。同様に、大きすぎるカップリングや小さすぎるカップリングを使用すると、適切な融合が妨げられたり、過度の応力が生じたりします。設置前にコンポーネントの互換性を確認し、すべての要素が同じ圧力分類と呼び径を共有していることを確認してください。
さまざまな用途の選択基準
適切な PPR カップリングの選択は、特定のシステム要件と設置条件によって異なります。
住宅用温水・冷水システム
標準的な住宅設備では、通常、温水と冷水の分配に PN20 カップリングが使用されます。これらは、時折発生する圧力サージに対応しながら、0.3 ~ 0.6 MPa の一般的な都市水圧に対して十分な安全マージンを提供します。 60 ~ 70°C で動作する温水システムは PN20 の恩恵を受けます 70°Cでの定格圧力1.0 MPa 、長期的な信頼性を保証します。冷水ラインのみの場合、PN16 カップリングは安全性を犠牲にすることなくコスト削減を実現します。
輻射式床暖房の用途
床下暖房システムでは、パイプが連続的に通っているため、必要なカップリングは少なくなりますが、マニホールドと機器のインターフェースでの接続は引き続き重要です。システムの腐食を防ぐために、パイプの仕様に一致する酸素バリア特性を持つカップリングを選択してください。 40 ~ 55°C の動作温度では、ほとんどの場合 PN16 カップリングを使用できますが、PN20 では追加の安全マージンが得られます。ねじ込みカップリングにより、マニホールドやボイラー機器への接続が容易になります。
商用および高圧システム
多層階の建物やブースター ポンプを備えたシステムでは、1.0 MPa を超える圧力がかかる可能性があるため、次の定格の PN25 カップリングが必要です。 2.5MPa(20℃) 。 80 ~ 90°C で温水を循環する産業用途でも、PN25 のより高い温度ディレーティング能力の恩恵を受けます。 PN25 コンポーネントの壁厚の増加により、追加コストを最小限に抑えながら、実質的な圧力安全マージンを提供します。
屋外および露出設置
屋外の場所にあるカップリングには、日光への曝露による劣化を防ぐために耐紫外線配合物が必要です。標準的な屋内グレードの PPR は、長時間紫外線にさらされると黄色くなり、脆くなり、その後強度が著しく低下します。 6~12ヶ月の直射日光 。 UV 安定化カップリングにはカーボン ブラックまたは UV 防止剤が組み込まれており、屋外条件で 10 年間特性を維持します。地下設置の場合は、土壌が UV 保護を提供するため、標準的なカップリングが適切に機能します。
| あpplication Type | 推奨評価 | 動作条件 | 特別な考慮事項 |
|---|---|---|---|
| 家庭用冷水 | PN16 | 20℃、0.3~0.6MPa | 費用対効果の高い選択 |
| 住宅用給湯器 | PN20 | 60~70℃、0.4~0.8MPa | 標準的な推奨事項 |
| 床暖房 | PN16~PN20 | 40~55℃、0.3~0.5MPa | 酸素バリアが必要 |
| 商用高圧 | PN25 | 可変温度、>1.0 MPa | 最大安全マージン |
| 屋外露出 | PN16~PN20 | 可変、UV露光量 | UV安定化フォーミュラ |
品質評価と製品検証
高品質の PPR カップリングと粗悪な製品を区別することで、システムの完全性が保護され、早期故障が防止されます。
目視検査基準
結合面の滑らかさと均一性を検査します。高品質のカップリングは、縞、斑点、変色がなく、全体的に一貫した色を示します。ソケットの内部は、粗い部分や目に見える汚れがなく、清潔で滑らかである必要があります。壁の厚さは全周にわたって均一でなければなりません。ばらつきは許容範囲を超えます。 0.3mm は製造管理が不十分であることを示します 。メーカー識別、サイズ、圧力定格、製造日など、完全で読みやすいマークが付いているかどうかを確認します。
材料の検証方法
本物の PPR 素材は、特有の物理的特性を示します。素材は、中空または軽量ではなく、密度が高く、しっかりしていると感じられる必要があります。カップリングを曲げても、亀裂や永久変形のない復元力を示す必要があります。高品質の PPR は曲げても元の形状に戻りますが、低品質の素材では応力白化が発生したり、変形したままになる場合があります。デュロメーターを使用した表面硬度テストでは、次の測定値が得られます。 本格的な PPR 用の 60 ~ 70 ショア D 一方、より柔らかい素材は、リサイクルされた内容または劣ったポリマーを示唆しています。
認証と規格への準拠
信頼できるメーカーは、サードパーティのテストと認証に関する文書を提供しています。 ISO 15874、EN 15874、または同等の国家規格への準拠を確認します。 NSF、DVGW、WRAS などの公認団体からの認証は、製品が安全性と性能に関して厳格なテストを受けていることを示しています。耐圧性、熱サイクル、耐薬品性の結果を示すテストレポートをリクエストしてください。適切な認証や文書が不足している製品は、価格の利点に関係なく避けるべきです。 認定されていない継手の故障率は 400 ~ 500% 高くなります 認定コンポーネントよりも優れています。
梱包と保管の評価
高品質のメーカーは、保管中の汚染や紫外線暴露から保護するため、カップリングを密封された袋または箱にパッケージしています。個別包装または整理されたバルク包装は、品質管理への注意を示しています。緩んだ未梱包のフィッティングは、取り扱い中に汚れが蓄積したり損傷したりする可能性があります。保管条件を確認します。PPR カップリングは、直射日光や極端な温度の場所で保管すると、設置前に劣化している可能性があります。温度管理された倉庫に適切に保管された製品は、完全な仕様を無期限に維持します。
コストの考慮と経済分析
PPR 結合コストを理解すると、品質基準を維持しながらプロジェクト予算を最適化することができます。
材料の価格体系
標準ソケットカップリングは、システム全体のコストに占める割合は比較的わずかです。一般的な価格帯は以下のとおりです 20mm カップリングの場合は $0.50 ~ $1.50、50mm サイズの場合は $3.00 ~ $8.00 、圧力定格とメーカーによって異なります。カップリングのコストを削減すると、材料と製造の複雑さが増すため、標準カップリングよりも約 30 ~ 50% 高くなります。真鍮製インサートを備えたねじ込みカップリングは、金属コンポーネントとアセンブリ要件により、標準カップリングコストの 3 ~ 5 倍のプレミアム価格がかかります。
設置の労働経済性
カップリングの材料費はそれほど高くありませんが、設置にかかる労力がより大きな費用要素となります。経験豊富な設置者は、次の速度でカップリングジョイントを完成させます。 パイプのサイズとアクセスのしやすさに応じて、1 時間あたり 15 ~ 25 のジョイント 。この効率は、住宅作業のジョイントあたり約 2 ~ 5 ドルの人件費に換算されます。慎重なシステム設計によりジョイントの数を最小限に抑えることで、材料費と人件費の両方が削減されます。個別の減速機や追加のジョイントの代わりに減速カップリングを使用すると、人件費を含めると移行点あたり約 8 ~ 12 ドル節約できます。
ライフサイクルコストの比較
正しく取り付けられた高品質の PPR カップリングはメンテナンス不要で、50 年の耐用年数を提供します。この長寿命により、機械的ジョイント、圧縮フィッティング、またははんだ付け接続に影響を与える交換コストが不要になります。融着の永続的な性質により、配管故障の最も高価な結果である水害を引き起こす漏れを防ぎます。保険業界の統計によると、 適切に設置された PPR システムは漏れ率が 85% 低いことが示されています 20 年間にわたってネジ付き金属システムよりも耐久性が高く、修理コストと水害防止の大幅な節約につながります。

品質と価格のトレードオフ
確立されたメーカーのプレミアムカップリングは、エコノミーブランドよりも価格が 20 ~ 40% 高くなりますが、信頼性は大幅に優れています。住宅システム全体の増分コストの差はわずか 50 ~ 150 ドルですが、パフォーマンスの差はかなり大きくなる可能性があります。低コストのカップリングでは、リサイクル材料、不適切な品質管理、またはジョイントの完全性を損なう標準以下の寸法が使用されることがよくあります。プロの設置業者は次のように報告しています。 プレミアム製品の保証コールバックは 0.1% 未満です エコノミー ブランドの場合は 2 ~ 5% であるのに対し、これは、適度な追加投資で大幅な信頼性の向上がもたらされることを示しています。
トラブルシューティングと修復ソリューション
あddressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
故障したジョイントの特定
カップリング関節の破損は通常、壊滅的な破裂ではなく、ゆっくりとした滴りや滲出として現れます。疑わしい接合部には、結合位置に湿気の蓄積、水の汚れ、または鉱物の堆積が見られます。圧力テスト中に、故障したジョイントでは圧力低下や目に見える水の浸出が見られます。不完全な融合は、パイプ端とカップリング肩部の間の隙間、またはジョイント周囲の非対称融合ビードとして現れることがよくあります。関節付近の応力で白くなった領域は、冷却中の過負荷または動きを示します。
修理手順
破損したカップリングジョイントはその場で修理することができず、完全に取り外して交換する必要があります。欠陥のあるカップリングとパイプの両側の短いセクションを切り取り、少なくとも切断部分が残っていることを確認します。 旧融合ゾーンから100mm離れたところ 熱影響を受ける材料を避けるため。システムを再接続するには、修理カップリングまたは中間パイプセクションを備えた 2 つの標準カップリングを使用します。スペースが限られており、パイプの回転が不可能な場合は、拡張ソケットまたはスライド設計を備えた修理カップリングを使用して、固定パイプに接続できます。修理部分を加圧する前に、十分な冷却時間を確保してください。
予防検査プロトコル
重要な設置の場合、またはパイプを壁や床に隠す前に、すべてのカップリング接合部の徹底的な目視検査を実施してください。一貫した融合ビーズ、適切な挿入深さ、および位置合わせを確認します。システム全体を作動圧力の 1.5 倍で最低 1 時間圧力テストし、圧力低下を監視します。長期的な監視には、特に振動、熱サイクル、または機械的ストレスにさらされる領域で、アクセス可能な接合部の定期的な検査を含める必要があります。しだれ継ぎ目を早期に発見することで、重大な水害が発生する前に修復することができます。