简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
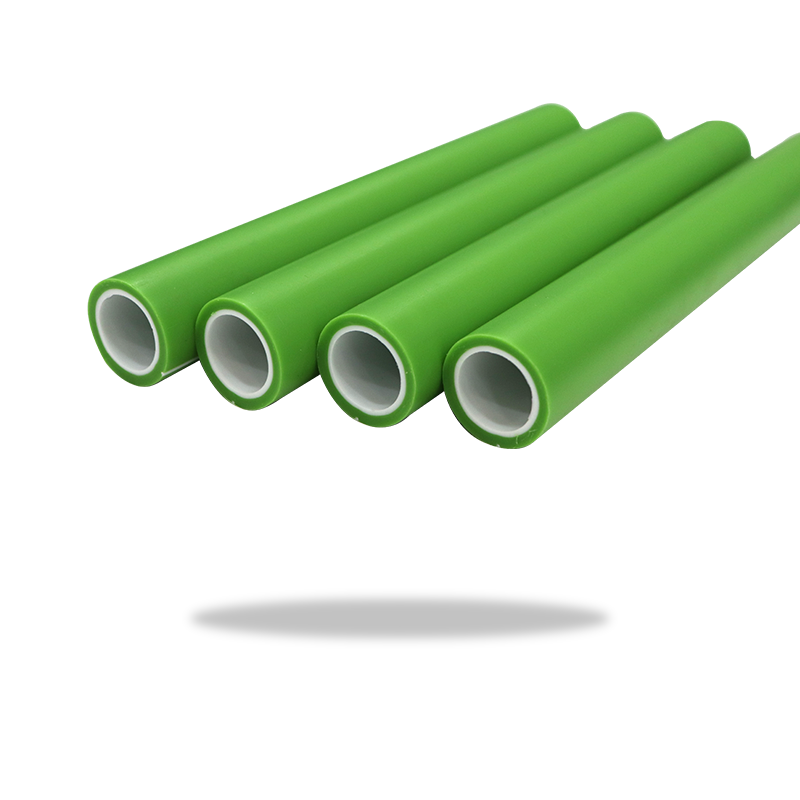
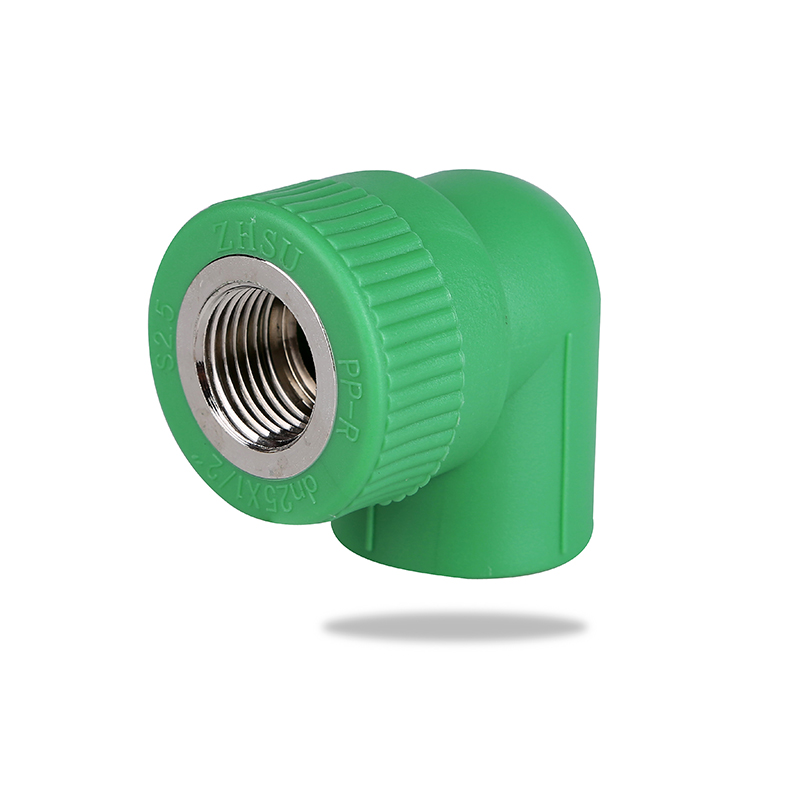
あ PPRカップリング 2 本の PPR パイプを直線で接合するために使用されるポリプロピレン ランダム共重合体 (PPR) 製の配管継手です。接着剤、ネジ、クランプを使用せず、熱融着によって漏れ防止の永久的な接続を実現します。 PPR カップリングは、その耐久性、耐腐食性、および最大圧力に耐えられる能力により、住宅および商業ビルの温水および冷水供給システムの標準的な選択肢です。 25バール 室温で。
配管の取り付けまたは修理を計画している場合は、PPR カップリングの種類、仕様、およびそれらを正しく取り付ける方法を理解することで、時間とお金を節約し、将来の水漏れを防ぐことができます。
コンテンツ
PPR カップリングが実際に行うこと
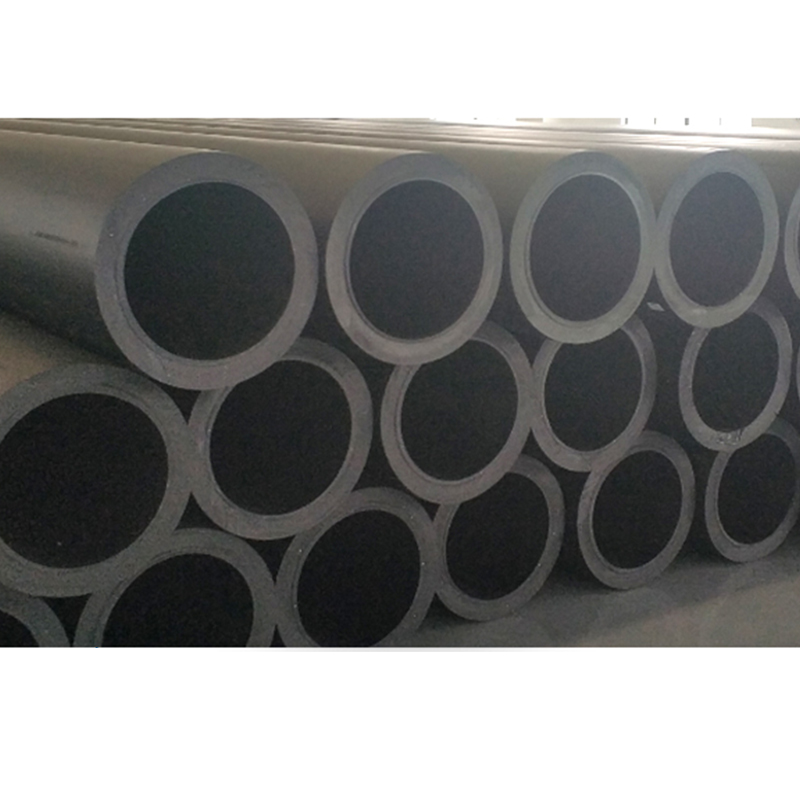
PPR カップリングは、通常、パイプ配管が 1 つの部品には長すぎる場合、または損傷したセクションを交換する場合に、2 つのパイプ セグメントを端から端まで接続します。金属継手とは異なり、PPR カップリングはパイプに直接融着されます。 ポリフュージョン溶接ツール パイプ端と継手ソケットの両方を同時に加熱します。 260℃ (500°F) 。接合して冷却すると、2 つの部分は弱い接合界面のない単一のモノリシック構造になります。
この融合方法は PPR カップリングに大きな利点をもたらします。 パイプ自体よりも強い つまり、ほとんどの場合、故障は継手ではなくパイプ壁で発生します。このため、PPR システムの予想耐用年数は 50年 通常の動作条件下では。
PPR カップリングの種類
すべての PPR カップリングが同じというわけではありません。各タイプは、特定のインストール シナリオに対応します。間違ったタイプを選択すると、無駄なフィッティングや不適切な接続につながるよくある間違いです。
等価(プレーン)カップリング
の2つのパイプを結合します。 同じ直径 。これは、標準的な配管配管で最も一般的に使用される PPR カップリングです。両端がソケットタイプで同じサイズのパイプに対応します。
レデューシングカップリング
2本のパイプを接続するのに使用します。 異なる直径 直線走行時 — たとえば、32 mm の主線から 20 mm の分岐送りに移行します。追加のアダプターの必要性が減ります。
ユニオンカップリング(分解式)
メカニカルユニオンナットを採用しているため、ジョイント部を簡単に接続できます。 切断されて再接続された パイプを切らずに。将来メンテナンスが必要になる可能性のある電化製品、メーター、バルブの近くでの使用に最適です。これは、永続的ではない唯一の PPR カップリングです。
おねじ継手/めねじ継手
一端は PPR 融合ソケットです。もう一方の端には、雄 (雄ネジ) または雌 (雌ネジ) のいずれかの金属 (通常は真鍮) のネジ接続が付いています。 PPR システムから金属製のネジ付き継手、バルブ、または器具に移行するために使用されます。
| カップリングの種類 | 接続スタイル | 取り外し可能ですか? | ベストユースケース |
|---|---|---|---|
| 等結合 | ソケット×ソケット(同サイズ) | いいえ | パイプ配管の延長 |
| レデューシングカップリング | ソケット×ソケット(サイズ違い) | いいえ | 直径の推移 |
| ユニオンカップリング | フュージョンメカニカルナット | はい | サービス可能箇所 |
| ねじ込みカップリング | ソケット×BSP/NPTネジ | ネジ側のみ | PPR からメタルへの移行 |
PPR カップリングのサイズ表と圧力定格
PPR パイプと継手は、その種類によって分類されます。 SDR(標準寸法比) 、壁の厚さと圧力クラスを決定します。配管の構築に使用される最も一般的なクラスは次のとおりです。 PN16とPN20 (PN = 公称圧力、20°C における bar 単位)。
| 外径(mm) | PN 評価 | 最大圧力 (bar) | 共通使用 |
|---|---|---|---|
| 20mm | PN20 | 20 | 住宅用冷暖房供給装置 |
| 25mm | PN20 | 20 | 住宅幹線 |
| 32mm | PN16 | 16 | 商業用ライザー、床 |
| 40mm | PN16 | 16 | 商業流通 |
| 63mm | PN16 | 16 | 産業用/建築用主電源 |
注: 圧力定格は、温度が上昇すると大幅に低下します。で 70℃ 、PN20 継手の評価はおおよそ次のとおりです。 8バール ;で 95℃ 、あたりまで下がります。 3.2バール 。温水システムのメーカーの負荷軽減曲線を必ず確認してください。

PPR カップリングを段階的に取り付ける方法
ポリフュージョン溶接は簡単ですが、タイミングや温度の誤差により接合部が弱くなります。信頼性の高い結果を得るには、次の手順に正確に従ってください。
必要なツール
- PPRパイプカッターまたは目の細かい鋸
- 正しいダイサイズを備えたポリフュージョン溶接機
- バリ取りツールまたは目の細かいサンドペーパー
- 清潔な布とイソプロピルアルコール
- デプスマーカーまたは鉛筆
インストール手順
- パイプを四角くカットします。 あn angled cut creates an uneven melt and a weak joint. Use a dedicated pipe cutter for a clean, perpendicular end.
- バリ取りしてきれいにします。 パイプ端のバリを取り除き、パイプの外側とカップリングソケットの両方をイソプロピルアルコールで拭きます。油やゴミによる汚れは正常な融着を妨げます。
- 挿入深さをマークします。 カップリングのソケットの深さを測定し、パイプの端にこの距離をマークします。これにより、溶接中の完全な係合が保証されます。
- 溶接ゴテを260℃に加熱します。 インジケーターライトが正しい温度を確認するまで待ちます。冷たすぎるアイロンの使用は、関節障害の最も一般的な原因の 1 つです。
- ヒートパイプとフィッティングを同時に。 パイプ端をスピゴットダイに押し込み、カップリングソケットをソケットダイに同時に押し込みます。適切な加熱時間の間そのままにしておきます (以下の表を参照)。
- すぐに参加してください。 両方をアイロンから取り外し、パイプをねじらずに、深さのマークまでカップリングにまっすぐ押し込みます。回転すると、溶けた材料が汚れて接合部が弱くなります。
- 冷却中は静止してください。 完全な冷却時間の間、しっかりとした圧力を維持します。この段階での動きにより、隙間が生じたり、関節の位置がずれたりします。
| パイプ外径(mm) | 加熱時間(秒) | 参加時間(秒) | 冷却時間(秒) |
|---|---|---|---|
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 180 |
| 40 | 12 | 6 | 180 |
| 63 | 24 | 8 | 240 |
PPR カップリングの一般的な間違いとその回避方法
現場で発生する PPR カップリングの障害のほとんどは、材料の欠陥ではなく、取り付けミスです。最も頻繁に見られる間違いは次のとおりです。
ジョイントの加熱不足
アイロンが十分に届いていない場合 260°C 加熱時間が短すぎると、パイプ表面が適切に溶けません。結果は良好な接合のように見えますが、圧力がかかると破損します (多くの場合、最初の圧力テスト内で)。タイマーだけでなく、常に温度インジケーターを待ちます。
組み立て時のねじれ
パイプをカップリングに押し込むときにパイプを回転させるのは、自然な反射動作ですが、 関節を破壊します 。溶融した材料は方向が揃っています。ねじるとその配置が崩れます。まっすぐ押し込み、まっすぐに保持して放します。
ブランドまたは SDR クラスが一致しない
PPR は、ブランド間で肉厚の許容差が統一されていません。あるメーカーの PN20 パイプと別のメーカーの PN16 カップリングを混合すると、溶融ゾーンに隙間が残る場合があります。 同じメーカー、同じ SDR クラスのカップリングとパイプを使用してください。 可能な限りどこでも。
圧力テストをスキップする
あll PPR installations should undergo a 使用圧力の1.5倍での静水圧試験 壁を閉めたりパイプを埋めたりする前に、少なくとも 30 分間作業してください。天井に漆喰を塗った後に漏れを発見するには、圧力計よりもはるかに高い費用がかかります。

PPR カップリングと他のパイプカップリング タイプの比較
PPR は給水配管の唯一の選択肢ではありませんが、ほとんどの実用的な寸法において遜色ありません。
| 特徴 | PPR | 銅 | CPVC | PEX |
|---|---|---|---|---|
| ジョイント方式 | 熱融着 | はんだ・プレス | 溶剤セメント | 圧着・クランプ |
| 最高温度(連続) | 95℃ | 110℃ | 93℃ | 82~95℃ |
| 耐食性 | 素晴らしい | 中等度 | 良い | 素晴らしい |
| 材料費 | 低い | 高 | 低い–Medium | 低い–Medium |
| 特殊な工具が必要 | はい (fusion iron) | はい (torch/press) | いいえ | はい (crimp tool) |
| 寿命 | 50年 | 50年 | 25~50年 | 25~50年 |
銅に対する PPR の主な利点は次のとおりです。 コストと耐腐食性 ; CPVC と比較した利点は、熱融着接合が乾燥や亀裂の可能性がある化学接着剤に依存しないことです。 PEX と比較して、PPR はより厳格です。そのため、露出または埋め込み設置には適していますが、配線が厳しいシナリオでは許容度が低くなります。
購入ガイド: PPR カップリングで注目すべき点
市場で販売されているすべての PPR フィッティングが同じ規格に基づいて製造されているわけではありません。低品質のカップリングでは、リサイクルまたはブレンドされたポリプロピレンが使用されており、低温または圧力が低いと破損する可能性があります。購入前に確認すべきことは次のとおりです。
- 規格準拠: 継手自体に DIN 8077/8078 (ドイツ)、ISO 15874、または ASTM F2389 (米国) のマークが付いていることを確認してください。
- 材料グレード: 継手には、安価なポリプロピレン ホモポリマー グレードを指す場合がある「PP」だけでなく、「PPR」または「PP-R タイプ 3」と刻印されている必要があります。
- 壁厚の一貫性: ソケットの深さと内径がパイプの外径にしっかりと一致していることを確認してください。ソケットが緩んでいる場合は、製造公差が不十分であることを示します。
- 色: 標準の PPR はグレーまたはグリーンです。一部の市場では白やその他の色が使用されていますが、同じ材料仕様を満たす必要があります。色が不均一、縞模様、または半透明に見えるフィッティングは避けてください。これは、樹脂の品質が悪い兆候です。
- ブランドのトレーサビリティ: 信頼できるメーカーは、フィッティングにブランド、サイズ、PN 評価、および製造バッチを刻印しています。刻印のない匿名の継手には品質保証はありません。