简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
ポリプロピレン ランダム コポリマー (PPR) 配管システムの成功は、ほぼ完全に、その継手によって作成される融着ジョイントの品質にかかっています。ガスケットとトルクに依存する機械的接続とは異なり、PPR フィッティングは、 均質な、モノリシックな結合 正しく加熱されている場合はパイプを使用してください。この分子融合により、熱膨張ギャップや時間の経過による材料の劣化など、漏れの主な原因が排除されます。住宅用および商業用アプリケーションの場合、適切な継手のタイプを選択し、加熱時間を厳守することで、システムの寿命を確実に延長できます。 50年以上 最大70℃の動作温度で。
コンテンツ
PPR フィッティングが従来の材料よりも優れている理由
PPR フィッティング それらの独特の化学構造により、多くの現代の設備で銅や PVC が置き換えられています。ランダム共重合プロセスにより、これらの継手は高温と化学腐食の両方に対する優れた耐性が得られます。配管材料を評価する場合、熱伝導率と接合部の完全性が最も重要な要素となります。
熱安定性と耐圧性
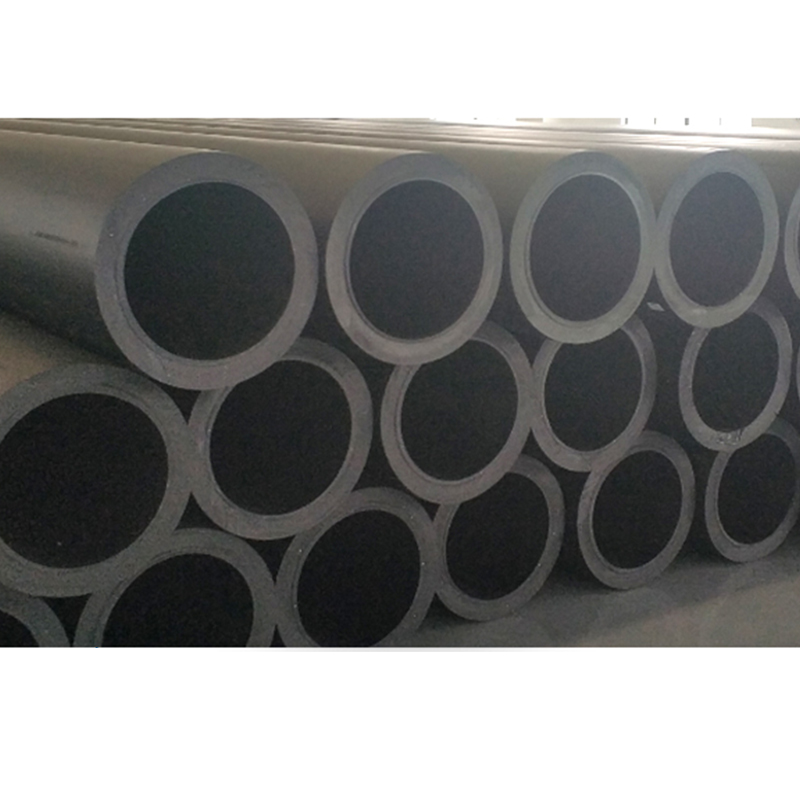
標準的な PPR フィッティングは通常、PN20 または PN25 圧力定格に分類され、次の圧力での連続運転に耐えることができます。 70℃ 短期ピークは最大 95℃ 。そのため、金属金具の酸化やスケールの蓄積が懸念されるセントラル ヒーティング システムや温水供給に最適です。 PPR の線膨張係数は金属よりも高くなりますが、これは適切なフィッティング設計と、スライドイン スリーブや拡張ループの使用などの取り付け技術によって管理されます。
油圧効率と衛生
PPR フィッティングの内壁は非常に滑らかで、粗さ係数はわずか 100 です。 0.007mm 。この平滑性により摩擦損失が軽減され、腐食した金属管に比べて流量が向上します。さらに、PPR は無毒で細菌の増殖を妨げないため、古い真鍮製の継手によく見られる鉛の浸出のリスクがなく、飲料水がきれいな状態に保たれます。
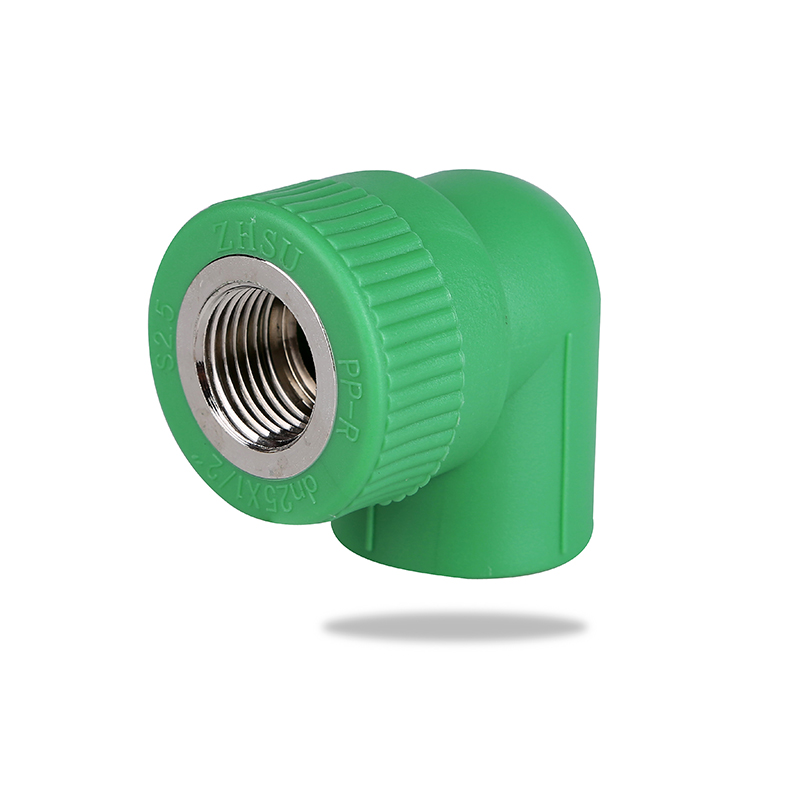
PPR フィッティングの基本的なタイプとその用途
正しいフィッティング形状を選択することは、システムの圧力と方向を維持するために非常に重要です。特殊な形状は多数ありますが、ほとんどの配管プロジェクトは標準継手のコア セットに依存しています。特定のアプリケーションを理解することで、不必要な複雑さや潜在的な障害点を回避できます。
| 継手の種類 | 一次機能 | キーのインストールに関する注意事項 |
|---|---|---|
| カップリング | 2本のパイプを直線で結合する | 隙間の形成を避けるためにパイプが直角にカットされていることを確認してください |
| エルボ(90°/45°) | 流れの方向を変える | 圧力損失を減らすために、高速の主ラインでは 90° エルボの使用を避けてください。 |
| ティー(等価/レデューシング) | 流路の分割または結合 | 分岐管を支持して接続部にストレスがかからないようにする |
| オス/メスアダプター | ネジ付き金属コンポーネントへの移行 | ネジ山にはテフロンテープを使用してください。真鍮インサートを締めすぎないでください |
| エンドキャップ | パイプの端をシールする | 多くの場合、将来の拡張ポイントに使用されます。明確にラベルを付ける |
漏れのないジョイントのためのステップバイステップの取り付けガイド
PPR フィッティングの取り付けには、ソケット溶接として知られる熱融着方法が使用されます。このプロセスにより、パイプの外層と継手の内層が溶解し、冷却時にそれらが単一の部品に融合します。標準手順からの逸脱は、関節不全の主な原因です。
準備とカット
加熱する前に、パイプの端が軸に対して完全に垂直に切断されていることを確認してください。バリを避けるため、鋸ではなく専用の PPR パイプ カッターを使用してください。必要に応じて、糸くずの出ない布とアルコールを使用してパイプの端と継手の内側を掃除し、ほこり、油、または水分を取り除きます。マークを付けます 挿入深さ パイプにマーカーを付けます。これにより、挿入不足 (漏れの原因) や挿入過多 (水の流れの制限) が防止されます。
加熱および融合パラメータ
溶接機は次のように設定する必要があります。 260℃±5℃ 。温度管理は非常に重要です。低すぎると融合が不完全になり、高すぎるとポリマーが劣化して接合部が弱くなります。加熱時間はパイプの直径に厳密に依存します。加熱時間に達したら、パイプと継手を同時に取り外し、まっすぐな動きでしっかりと押し込みます。挿入中にピースを回転させないでください。
| パイプ径(mm) | 加熱時間(秒) | 挿入時間(秒) | 冷却時間(分) |
|---|---|---|---|
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
よくある間違いとトラブルシューティング
高品質の PPR フィッティングを使用した場合でも、取り付けエラーによりシステム全体が損なわれる可能性があります。これらの落とし穴を早期に認識することで、修理コストを大幅に節約できます。ほとんどの問題は、プロセスを急いだり、使い古した溶接ツールを使用したりすることで発生します。
- 挿入時の回転: パイプをねじって継手に入れると、均一な溶融層が破壊され、弱い部分が生じます。必ずまっすぐ押し込んでください。
- 冷却時間が不十分です: 接合部が完全に結晶化する前に動かしたり応力を加えたりすると、微小な亀裂が発生します。表 2 に記載されている冷却時間を遵守してください。
- 加熱ヘッドの汚れ: 溶接機の加熱ヘッドにプラスチックが残留すると、加熱が不均一になります。ヘッドがまだ温かいが熱くないうちに、綿の布でヘッドを掃除します。
- 混合ブランド: メーカーが異なれば、使用する PPR 配合もわずかに異なる場合があります。ベストプラクティスとしては、 同じブランドのパイプと継手を使用してください 適合する融点と粘度を確保するため。
メンテナンスと長期的なパフォーマンス
PPR フィッティングの最大の利点の 1 つは、メンテナンスの必要性がほぼゼロであることです。接合部は融着されているため、ガスケットの乾燥やナットの緩みがありません。ただし、外部要因がシステムの寿命に影響を与える可能性は依然としてあります。
露出した設置の場合は、PPR フィッティングを直接 UV 放射から保護してください。 PPR は化学的に安定していますが、日光に長時間さらされると、長年にわたって表面のチョーキングや脆化が発生する可能性があります。パイプが屋外または日光の当たる場所に設置されている場合は、プラスチック用に設計された断熱フォームまたは塗料を使用してください。さらに、PPR は硬質金属よりも凍結による損傷に対して耐性がありますが、凍結中の水の膨張によりパイプ本体が破裂する可能性があります。暖房のない空間では適切な断熱を確保し、継手ネットワークの完全性を維持してください。